

Filter element sparking is now a recognized source of thermal fluid degradation along with pressure induced dieseling in CT lube and hydraulic control circuits. Improvements in filter media efficiency coupled with higher flow rates and more resistive Group II oils has brought filter element spark discharge to the forefront in many power plants. A common reaction to sparking has been a migration to coarser filter media selections (i.e. 25~40 micron nominal) to try to minimize the occurrence of sparking. Although sparking might be reduced with such choices fluid cleanliness and bearing surfaces suffer as ISO Codes trend higher over time. Hy-Pro has developed a full range of NSD (Non-spark discharge) filter elements for any lube or hydraulic application that maintain low ISO Codes and stop thermal fluid degradation associated to element spark discharge. Ask us about Hy-Pro NSD filter element upgrades.
Learn more: NSD

Cooling Tower Gearbox service often comes with confined space requirements. Changing the oil by traditional gearbox drain and refills can and should be avoided by using portable or permanent dedicated filtration systems that feature particulate and water removal filtration. Avoid premature gearbox rebuilds and replacements, keep cooling towers turning, and avoid premature fluid replacement with Hy-Pro's range of off-line fluid conditioning solutions for gearboxes.
Learn more: FPL, FSL, FCL, Water Removal Elements

DFE rated filter element upgrades ensure reliable fan operation and low ISO Codes. Dedicated off-line filter panels and skids are also suitable where fans are not fitted with sufficient contamination control. The V1 portable mini-vacuum dehydrator is ideal for solving periodic or continuous water issues on FD and ID fan reservoirs.

Many BFP or Seal Oil systems utilize antiquated filtration (i.e. Auto-Kleen) with coarse wire mesh filtration leaving ISO Codes excessively high for optimum reliability. Upgrade elements to Hy-Pro DFE rated elements, and housings to Hy-Pro DFN series duplex filter assemblies or MF3 simplex housings featuring DFE rated high efficiency glass media elements for years of reliable performance.

Dedicated filtration and breathers on bulk storage tanks for lube and hydraulic oils and stand-by diesel fuels is the first line of defense in preventing one of the worst sources of particulate and water contamination, new fluids. Bulk storage tanks collect contaminants from delivery vehicles and through ineffective breather arrangements. Eliminate this dangerous source of contamination and before transferring new fluids into critical power plant operating systems. Filter Carts are also a valuable tool for keeping fluids clean when transferred from storage to critical live systems.
Learn more: FSL, FCL, Breathers, VUD, COT, COD

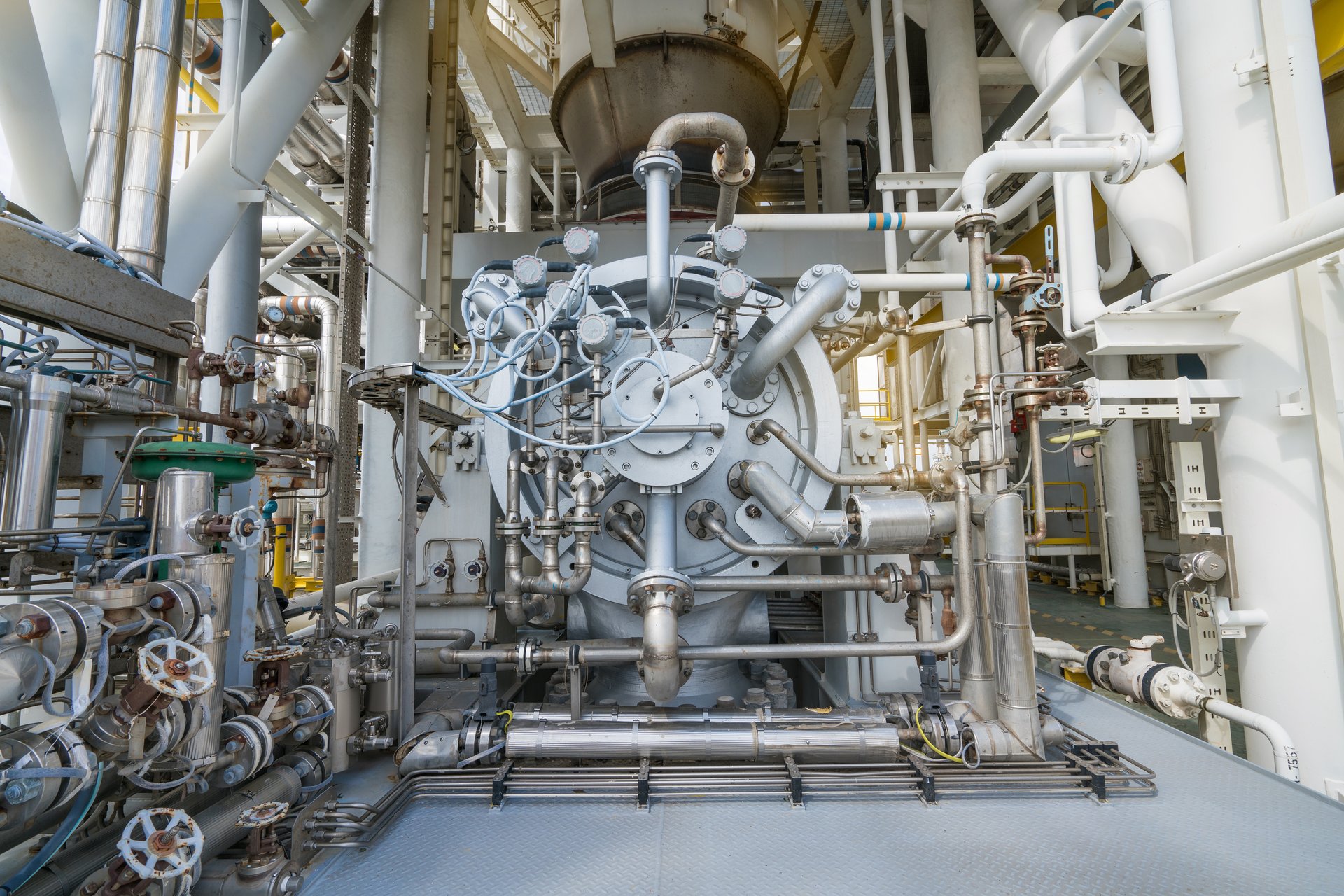
Large compressors typically utilize the same turbine oils used in the turbine lube reservoirs and are susceptible to many forms of contamination including varnish, particulate contamination and water contamination. Hy-Pro has a suite of solutions available to improve compressor reliability including DFE rated element upgrades, Water Removal Elements, varnish mitigation and acid removal.
Learn More: DFE, ICB, Water Removal Elements